Monilävistystapahtuman käyttäytymistä tutkittiin LUT yliopiston alkuvuodesta 2021. Käytännön laboratoriotesteissä käytettiin eri lävistettäessä useita päällekkäisiä sähkölevyjä. Laboratoriotestit kuuluvalla servotoimisella levytyökeskuksella, jonka maksimilävistysvoima
Levyn lävistyksessä meistetyn piirteen ympärille syntyy aina lävistetyn (pistimen puoli) ja toiselle puolelle (tyynyn puoli) jäyste (Kuvassa jäyste). Vastaavat vyöhykkeet esiintyvät myös leikkeessä (Kuvassa muuttamalla voidaan vaikuttaa jäysteen muodostumiseen ja tätä Tavoitteena lävistystapahtumassa on mahdollisimman vähäinen heikentävä piirteenä varsinkin sähköteknisissä laitteissa käytettävissä yksittäinen jäyste näyttäytyy lopputuotteessa useina millimetreinä,lukumäärä voi olla tuhansia.
Sähkölevyjen
monilevylävistäminen
■ DI SANTTU KOVASIIPI; YASKAWA ENVIRONMENTAL ENERGY / THE SWITCH
■ TKT MIKAEL OLLIKAINEN; LUT YLIOPISTO
■ PROFESSORI JUHA VARIS; LUT YLIOPISTO
■ ERIKOISLABORATORIOMESTARI JUHA TURKU; LUT YLIOPISTO
Sähkö pyörittää tulevaisuuden yhteiskuntaa. Tilastojen valossa vuonna 2020 Euroopassa myytiin
ensimmäisen kerran enemmän sähkökäyttöisiä autoja kuin dieselkäyttöisiä. Sähköautot ovat kuitenkin
vain yksi tuoteryhmä, joka tarvitsee jatkossa sähkömoottoreita kasvavassa määrin muun sähköistymisen
ohella. Tässä artikkelissa tarkastellaan ohuiden sähkölevyjen monilevylävistämistä tuotannon
kustannustehokkuuden näkökulmasta.
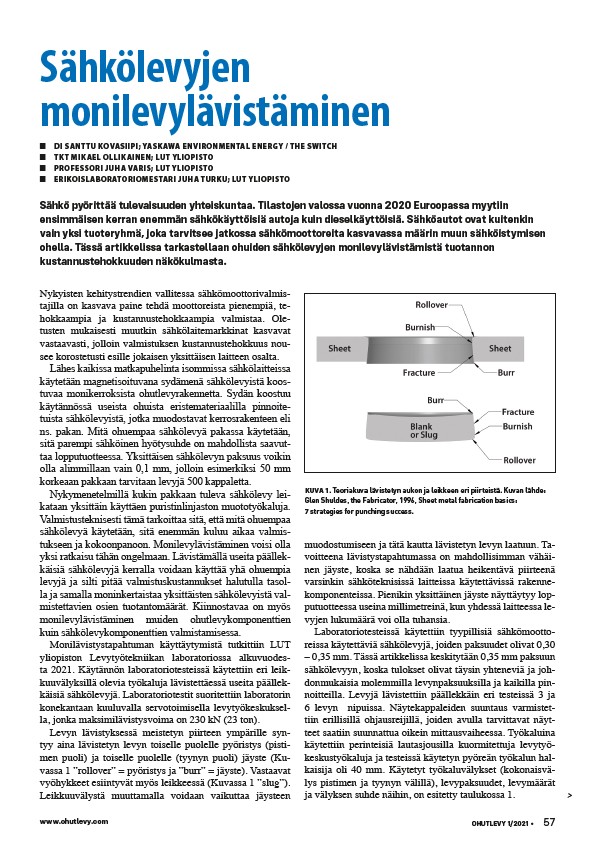
Kuva 1. Teoriakuva lävistetyn aukon ja leikkeen eri piirteistä.Fabricator, 1996, Sheet metal fabrication basics: 7 strategies for punching
Laboratoriotesteissä käytettiin tyypillisiä sähkömoottoreissa käytettäviä olivat 0,30 – 0,35 mm. Tässä artikkelissa keskitytään 0,35 mm paksuun olivat täysin yhteneviä ja johdonmukaisia molemmilla levynpaksuuksilla Levyjä lävistettiin päällekkäin eri testeissä 3 ja 6 levyn nipuissa.varmistettiin erillisillä ohjausreijillä, joiden avulla tarvittavat mittausvaiheessa. Työkaluina käytettiin perinteisiä lautasjousilla kuormitettuja ja testeissä käytetyn pyöreän työkalun halkaisija oli 40 mm. Käytetyt pistimen ja tyynyn välillä), levypaksuudet, levymäärät ja välyksen 1.
KUVA 1. Teoriakuva lävistetyn aukon ja leikkeen eri piirteistä. Kuvan lähde:
Glen Shuldes, the Fabricator, 1996, Sheet metal fabrication
7 strategies for punching success.
Nykyisten kehitystrendien vallitessa sähkömoottorivalmistajilla
on kasvava paine tehdä moottoreista pienempiä, tehokkaampia
ja kustannustehokkaampia valmistaa. Oletusten
mukaisesti muutkin sähkölaitemarkkinat kasvavat
vastaavasti, jolloin valmistuksen kustannustehokkuus nousee
korostetusti esille jokaisen yksittäisen laitteen osalta.
Lähes kaikissa matkapuhelinta isommissa sähkölaitteissa
käytetään magnetisoituvana sydämenä sähkölevyistä koostuvaa
monikerroksista ohutlevyrakennetta. Sydän koostuu
käytännössä useista ohuista eristemateriaalilla pinnoitetuista
sähkölevyistä, jotka muodostavat kerrosrakenteen eli
ns. pakan. Mitä ohuempaa sähkölevyä pakassa käytetään,
sitä parempi sähköinen hyötysuhde on mahdollista saavuttaa
lopputuotteessa. Yksittäisen sähkölevyn paksuus voikin
olla alimmillaan vain 0,1 mm, jolloin esimerkiksi 50 mm
korkeaan pakkaan tarvitaan levyjä 500 kappaletta.
Nykymenetelmillä kukin pakkaan tuleva sähkölevy leikataan
yksittäin käyttäen puristinlinjaston muototyökaluja.
Valmistusteknisesti tämä tarkoittaa sitä, että mitä ohuempaa
sähkölevyä käytetään, sitä enemmän kuluu aikaa valmistukseen
ja kokoonpanoon. Monilevylävistäminen voisi olla
yksi ratkaisu tähän ongelmaan. Lävistämällä useita päällekkäisiä
sähkölevyjä kerralla voidaan käyttää yhä ohuempia
levyjä ja silti pitää valmistuskustannukset halutulla tasolla
ja samalla moninkertaistaa yksittäisten sähkölevyistä valmistettavien
osien tuotantomäärät. Kiinnostavaa on myös
monilevylävistäminen muiden ohutlevykomponenttien
kuin sähkölevykomponenttien valmistamisessa.
Monilävistystapahtuman käyttäytymistä tutkittiin LUT
yliopiston Levytyötekniikan laboratoriossa alkuvuodesta
2021. Käytännön laboratoriotesteissä käytettiin eri leikkuuvälyksillä
olevia työkaluja lävistettäessä useita päällekkäisiä
sähkölevyjä. Laboratoriotestit suoritettiin laboratorin
konekantaan kuuluvalla servotoimisella levytyökeskuksella,
jonka maksimilävistysvoima on 230 kN (23 ton).
Levyn lävistyksessä meistetyn piirteen ympärille syntyy
aina lävistetyn levyn toiselle puolelle pyöristys (pistimen
puoli) ja toiselle puolelle (tyynyn puoli) jäyste (Kuvassa
1 ”rollover” = pyöristys ja ”burr” = jäyste). Vastaavat
vyöhykkeet esiintyvät myös leikkeessä (Kuvassa 1 ”slug”).
Leikkuuvälystä muuttamalla voidaan vaikuttaa jäysteen
muodostumiseen ja tätä kautta lävistetyn levyn laatuun. Tavoitteena
lävistystapahtumassa on mahdollisimman vähäinen
jäyste, koska se nähdään laatua heikentävä piirteenä
varsinkin sähköteknisissä laitteissa käytettävissä rakennekomponenteissa.
Pienikin yksittäinen jäyste näyttäytyy lopputuotteessa
useina millimetreinä, kun yhdessä laitteessa levyjen
lukumäärä voi olla tuhansia.
Laboratoriotesteissä käytettiin tyypillisiä sähkömoottoreissa
käytettäviä sähkölevyjä, joiden paksuudet olivat 0,30
– 0,35 mm. Tässä artikkelissa keskitytään 0,35 mm paksuun
sähkölevyyn, koska tulokset olivat täysin yhteneviä ja johdonmukaisia
molemmilla levynpaksuuksilla ja kaikilla pinnoitteilla.
Levyjä lävistettiin päällekkäin eri testeissä 3 ja
6 levyn nipuissa. Näytekappaleiden suuntaus varmistettiin
erillisillä ohjausreijillä, joiden avulla tarvittavat näytteet
saatiin suunnattua oikein mittausvaiheessa. Työkaluina
käytettiin perinteisiä lautasjousilla kuormitettuja levytyökeskustyökaluja
ja testeissä käytetyn pyöreän työkalun halkaisija
oli 40 mm. Käytetyt työkaluvälykset (kokonaisvälys
pistimen ja tyynyn välillä), levypaksuudet, levymäärät
ja välyksen suhde näihin, on esitetty taulukossa 1. >
www.ohutlevy.com OHUTLEVY 1/2021 • 57
/www.ohutlevy.com