Taulukko 1. Koeterästen seosaineet (paino-%).
Taulukko 1. Koeterästen seosaineet (paino-%).
Koeteräs C Si Mn Al Cr Mo Nb V Cu Ni Ti B N
REF 0.14 0.46 2.3 0.02 0.02 0.29 0.016 0.003 0.30 0.02 0.0210 0.0003 0.0018
1.1 0.20 0.72 1.5 1.0 0.02 0.21 0.043 0.002 0.50 0.02 0.0230 0.0004 0.0010
1.2 0.20 0.71 1.5 1.0 0.02 0.21 0.041 0.098 0.50 0.02 0.0240 0.0004 0.0013
1.3 0.21 0.70 1.5 0.9 0.02 0.21 0.002 0.097 0.50 0.02 0.0230 0.0002 0.0045
1.4 0.21 0.71 1.5 1.0 0.02 0.21 0.001 0.002 0.50 0.02 0.0240 0.0002 0.0025
2.1 0.08 0.32 2.6 0.1 0.32 0.10 0.002 0.098 0.01 0.01 0.0010 0.0003 0.0013
2.2 0.08 0.71 2.6 0.1 0.30 0.10 0.001 0.100 0.02 0.02 0.0130 0.0004 0.0020
2.3 0.09 0.33 2.6 1.0 0.31 0.10 0.001 0.100 0.01 0.02 0.0120 0.0004 0.0020
2.4 0.09 0.73 2.6 1.1 0.33 0.11 0.002 0.100 0.02 0.01 0.002 0.0004 0.0018
Koeteräs C Si Mn Al Cr Mo Nb V Cu Ni Ti B N
REF 0.14 0.46 2.3 0.02 0.02 0.29 0.016 0.003 0.30 0.02 0.0210 0.0003 0.0018
1.1 0.20 0.72 1.5 1.0 0.02 0.21 0.043 0.002 0.50 0.02 0.0230 0.0004 0.0010
1.2 0.20 0.71 1.5 1.0 0.02 0.21 0.041 0.098 0.50 0.02 0.0240 0.0004 0.0013
1.3 0.21 0.70 1.5 0.9 0.02 0.21 0.002 0.097 0.50 0.02 0.0230 0.0002 0.0045
1.4 0.21 0.71 1.5 1.0 0.02 0.21 0.001 0.002 0.50 0.02 0.0240 0.0002 0.0025
2.1 0.08 0.32 2.6 0.1 0.32 0.10 0.002 0.098 0.01 0.01 0.0010 0.0003 0.0013
2.2 0.08 0.71 2.6 0.1 0.30 0.10 0.001 0.100 0.02 0.02 0.0130 0.0004 0.0020
2.3 0.09 0.33 2.6 1.0 0.31 0.10 0.001 0.100 0.01 0.02 0.0120 0.0004 0.0020
2.4 0.09 0.73 2.6 1.1 0.33 0.11 0.002 0.100 0.02 0.01 0.002 0.0004 0.0018
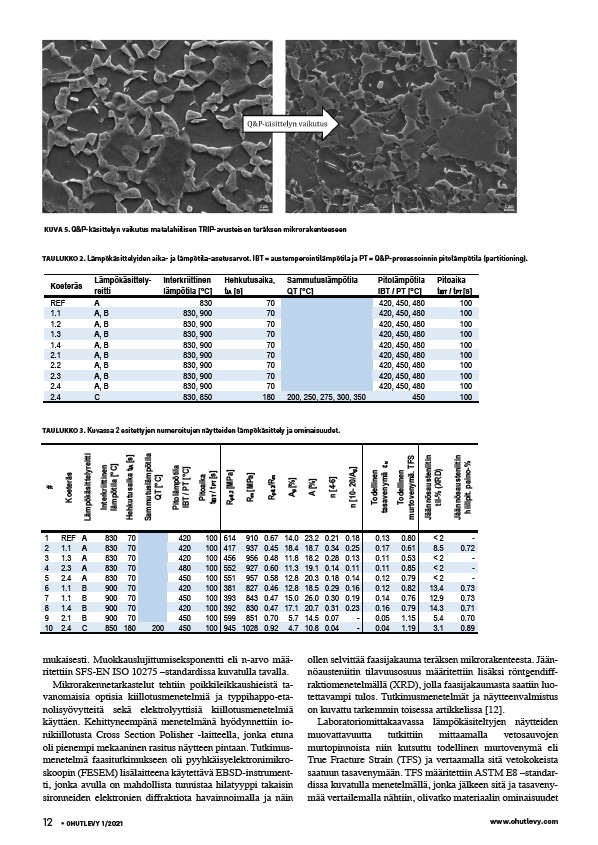
KUVA 5. Q&P-käsittelyn vaikutus matalahiilisen TRIP-avusteisen teräksen mikrorakenteeseen
Taulukko 2. Lämpökäsittelyiden aika- ja lämpötila-asetusarvot. IBT = austemperointilämpötila ja PT = Q&P-prosessoinnin
pitolämpötila (partitioning).
Taulukko 2. Lämpökäsittelyiden aika- ja lämpötila-asetusarvot. IBT = austemperointilämpötila ja PT = Q&P-prosessoinnin
pitolämpötila (partitioning).
TAULUKKO 2. Lämpökäsittelyiden aika- ja lämpötila-asetusarvot. IBT = austemperointilämpötila ja PT = Q&P-prosessoinnin pitolämpötila (partitioning).
Koeteräs Lämpökäsittely-
Koeteräs reitti
Lämpökäsittely-
Interkriittinen
lämpötila °C
Hehkutusaika,
tIA s
Sammutuslämpötila
QT °C
Pitolämpötila
IBT / PT °C
Pitoaika
tIBT / tPT s
reitti
Interkriittinen
lämpötila °C
Hehkutusaika,
tIA s
Sammutuslämpötila
QT °C
Pitolämpötila
IBT / PT °C
Pitoaika
tIBT / tPT s
REF A 830 70 420, 450, 480 100
1.1 A, B 830, 900 70 420, 450, 480 100
1.2 A, B 830, 900 70 420, 450, 480 100
1.3 A, B 830, 900 70 420, 450, 480 100
1.4 A, B 830, 900 70 420, 450, 480 100
2.1 A, B 830, 900 70 420, 450, 480 100
2.2 A, B 830, 900 70 420, 450, 480 100
2.3 A, B 830, 900 70 420, 450, 480 100
2.4 A, B 830, 900 70 420, 450, 480 100
2.4 C 830, 850 180 200, 250, 275, 300, 350 450 100
REF A 830 70 420, 450, 480 100
1.1 A, B 830, 900 70 420, 450, 480 100
1.2 A, B 830, 900 70 420, 450, 480 100
1.3 A, B 830, 900 70 420, 450, 480 100
1.4 A, B 830, 900 70 420, 450, 480 100
2.1 A, B 830, 900 70 420, 450, 480 100
2.2 A, B 830, 900 70 420, 450, 480 100
2.3 A, B 830, 900 70 420, 450, 480 100
2.4 A, B 830, 900 70 420, 450, 480 100
2.4 C 830, 850 180 200, 250, 275, 300, 350 450 100
Taulukko 3. Kuvassa 2 esitettyjen numeroitujen näytteiden lämpökäsittely ja ominaisuudet.
TAULUKKO 3. Kuvassa 2 esitettyjen numeroitujen näytteiden lämpökäsittely ja ominaisuudet.
#
Koeteräs
Taulukko 3. Kuvassa 2 esitettyjen numeroitujen näytteiden lämpökäsittely ja ominaisuudet.
Lämpökäsittelyreitti
Interkriittinen
lämpötila °C
Hehkutusaika tIA s
Sammutuslämpötila
Ag %
A %
n 4-6
n 10- 20/Ag
Todellinen
tasavenymä εu
Todellinen
murtovenymä. TFS
Jäännösausteniitin
QT °C
Pitolämpötila
IBT / PT °C
Pitoaika
tIBT / tPT s
Rp0.2 MPa
Rm MPa
Rp0.2/Rm
Jäännösausteniitin
hiilipit. paino-%
til-% (XRD)
#
Koeteräs
Lämpökäsittelyreitti
Interkriittinen
lämpötila °C
Hehkutusaika tIA s
Sammutuslämpötila
QT °C
Pitolämpötila
IBT / PT °C
Pitoaika
tIBT / tPT s
Rp0.2 MPa
Rm MPa
Rp0.2/Rm
Ag %
A %
n 4-6
n 10- 20/Ag
Todellinen
tasavenymä εu
Todellinen
murtovenymä. TFS
Jäännösausteniitin
til-% (XRD)
Jäännösausteniitin
hiilipit. paino-%
1 1 REF REF A A 830 830 70 70 420 100 614 910 0.67 0.67 14.0 14.0 23.2 23.2 0.21 0.21 0.18 0.18 0.13 0.13 0.80 0.80 < 2 < 2 -
-
2 2 1.1 1.1 A A 830 830 70 70 420 100 417 937 0.45 0.45 18.4 18.4 18.7 18.7 0.34 0.34 0.25 0.25 0.17 0.17 0.61 0.61 8.5 8.5 0.72
0.72
3 3 1.3 1.3 A A 830 830 70 70 420 100 456 956 0.48 0.48 11.8 11.8 18.2 18.2 0.28 0.28 0.13 0.13 0.11 0.11 0.53 0.53 < 2 < 2 -
-
4 4 2.3 2.3 A A 830 830 70 70 480 100 552 927 0.60 0.60 11.3 11.3 19.1 19.1 0.14 0.14 0.11 0.11 0.11 0.11 0.85 0.85 < 2 < 2 -
-
5 5 2.4 2.4 A A 830 830 70 70 450 100 551 957 0.58 0.58 12.8 12.8 20.3 20.3 0.18 0.18 0.14 0.14 0.12 0.12 0.79 0.79 < 2 < 2 -
-
6 6 1.1 1.1 B B 900 900 70 70 420 100 381 827 0.46 0.46 12.8 12.8 18.5 18.5 0.29 0.29 0.16 0.16 0.12 0.12 0.82 0.82 13.4 13.4 0.73
0.73
7 7 1.1 1.1 B B 900 900 70 70 450 100 393 843 0.47 0.47 15.0 15.0 26.0 26.0 0.30 0.30 0.19 0.19 0.14 0.14 0.76 0.76 12.9 12.9 0.73
0.73
8 8 1.4 1.4 B B 900 900 70 70 420 100 392 830 0.47 0.47 17.1 17.1 20.7 20.7 0.31 0.31 0.23 0.23 0.16 0.16 0.79 0.79 14.3 14.3 0.71
0.71
9 9 2.1 2.1 B B 900 900 70 70 450 450 100 100 599 599 851 851 0.70 0.70 5.7 5.7 14.5 14.5 0.07 0.07 - - 0.05 0.05 1.15 1.15 5.4 5.4 0.70
0.70
10 10 2.4 2.4 C C 850 850 180 180 200 200 450 450 100 100 945 945 1028 1028 0.92 0.92 4.7 4.7 10.8 10.8 0.04 0.04 - - 0.04 0.04 1.19 1.19 3.1 3.1 0.89
0.89
mukaisesti. Muokkauslujittumiseksponentti eli n-arvo määritettiin
SFS-EN ISO 10275 –standardissa kuvatulla tavalla.
Mikrorakennetarkastelut tehtiin poikkileikkaushieistä tavanomaisia
optisia kiillotusmenetelmiä ja typpihappo-etanolisyövytteitä
sekä elektrolyyttisiä kiillotusmenetelmiä
käyttäen. Kehittyneempänä menetelmänä hyödynnettiin ionikiillotusta
Cross Section Polisher -laitteella, jonka etuna
oli pienempi mekaaninen rasitus näytteen pintaan. Tutkimusmenetelmä
faasitutkimukseen oli pyyhkäisyelektronimikroskoopin
(FESEM) lisälaitteena käytettävä EBSD-instrumentti,
jonka avulla on mahdollista tunnistaa hilatyyppi takaisin
sironneiden elektronien diffraktiota havainnoimalla ja näin
ollen selvittää faasijakauma teräksen mikrorakenteesta. Jäännöausteniitin
tilavuusosuus määritettiin lisäksi röntgendiffraktiomenetelmällä
(XRD), jolla faasijakaumasta saatiin luotettavampi
tulos. Tutkimusmenetelmät ja näytteenvalmistus
on kuvattu tarkemmin toisessa artikkelissa 12.
Laboratoriomittakaavassa lämpökäsiteltyjen näytteiden
muovattavuutta tutkittiin mittaamalla vetosauvojen
murtopinnoista niin kutsuttu todellinen murtovenymä eli
True Fracture Strain (TFS) ja vertaamalla sitä vetokokeista
saatuun tasavenymään. TFS määritettiin ASTM E8 –standardissa
kuvatulla menetelmällä, jonka jälkeen sitä ja tasavenymää
vertailemalla nähtiin, olivatko materiaalin ominaisuudet
12 • OHUTLEVY 1/2021 www.ohutlevy.com
/www.ohutlevy.com